一站式标签纸生产销售服务
咨询服务热线:
139-8381-0909
023-6879-6360
咨询服务热线:
139-8381-0909
023-6879-6360

手机:13983810909
座机:023-68796360
邮箱:757708796@qq.com
地址:重庆市大渡口区桥塘镇山海路111号
1、单张纸不干胶标签印刷:此类不干胶资料的印刷办法中,胶印占95%,凸印占2%,丝印占2%,计算机和打印占1%。单张纸的不干胶标签印刷与一般印刷品相同,各工序在单机上完结,出产功率低,耗费大成本高,但印刷质量好。如选用胶印印刷工艺,经四色彩印的标签质量大大优于标签印刷机印刷的同类产品。但因为单张纸印刷的不干胶制品形式为单张纸,无法复卷,所以此类产品只要手工贴标,无法在主动贴标机上主动贴标。单张纸印刷适合大面积的不干胶五颜六色印刷品。如海报,招贴画,大面积的标签等,不局限于标签产品。能够说单张纸不干胶印刷是不干胶印刷业的重要组成部分。2、卷筒纸不干胶标签印刷:卷筒纸类不干胶资料的印刷办法中,现在凸印占97%,丝印占1%,胶印占1%,柔印占1%。因为选用卷筒纸印刷加工,一切工序都在一台机器上完结,所以出产功率高,耗费低,成本低。现在我国的标签印刷机为凸版印刷形式,功用少,只适合印刷简略的色块,线条类图画的标签,在印刷质量上不如单张纸胶印的标签。可是运用卷筒纸加工的标签可复卷成卷,可运用在主动贴标机,条形码打印机,电子称等设备上,便于主动化出产。卷筒纸印刷不干胶标签是当时世界上不干胶印刷的干流!

提醒您:商标不干胶印刷能很好的解决不干胶商标印刷加工工艺问题,就能确保交给客户精巧的不干胶商标产品。在印刷时呈现的各种问题,只需咱们掌握了一些技巧会更好的应对商标不干胶印刷不时呈现的问题!商标不干胶印刷加工工艺须知五大项如下:1、加网线数:从印刷加网线数来看,胶印与凹印的高线数要比柔性版印刷高。柔性版印刷比较抱负的加网线数在150线/英寸左右。假如超越175线/英寸,就会增加柔性版的制版和印刷难度.特别是实地和网线在同块版上时,实地部分墨量大,简略构成网纹辊堵墨等毛病,也会缩短印版的寿数。此外,在网线部分的处理上,柔性版印刷与胶印、凹印彻底不同。胶印、凹印的网点能够渐变到零。而柔性版印刷低只能做到2%。2、去除静电:静电问题是出产中常常遇到的问题.尤其是印刷标签时,需求在设备上装置整套除静电设备,并且要对车间的温、湿度严格操控。尤其是在印制模内标签和薄膜类标签产品时,去静电、除尘后的印刷效果更好。商标不干胶印刷加工工艺须知五大项!3、刮墨效果欠好:柔性版印刷进程中.刮刀及网纹辊同步传动时。易呈现刀丝,即在印好的标签上有一条条油墨拉出的痕迹。在实地上体现为有的当地色彩浅于周围的色彩,这时就要把刮刀调整到佳视点。在刮刀的挑选上。进口刮刀的刀锋大多通过碳烧处理,刮墨效果较好。呈现油墨痕迹的原因也或许是油墨自身简略发生气泡,在网纹辊上构成痕迹所形成的,这时就需求适当增加一些助剂。4、油墨不干和易掉落问题:关于油墨枯燥不良的问题,咱们采取的解决办法是.运用9kw的UV烘干设备,它比2kw灯管更简略、更快速地枯燥。遇到油墨简略掉落的问题。咱们一般会与油墨供应商.原资料供应商共同分析,假如发现是油墨的附着力欠好。可参加增加剂,假如承印资料外表吸附功用欠好就需求进行电晕处理等。5、墨杠:标签上有墨杠。往往是印版滚筒和压印滚筒上的齿轮、齿牙不圆整,或者印版上有压痕。一般需求更换版滚筒齿轮。这种毛病在速度较快时很少发生,因为此时齿轮之间的磨合是一种适当快的瞬间触摸。大大缓减了齿轮间的阻力。

不干胶背面印刷是指用印刷的方法在不干胶材料的粘合剂表面用油墨或涂料印刷图文。一般背面印刷有两个目的。 1、背面图文印刷 在粘合剂表面印刷少量的文字或图案,达到双面标签的目的。标签用在装有透明液体的透明瓶体上或玻璃上,通过透明瓶体或玻璃可清楚地看到标签上的文字说明,起到一个标签正反面两用的作用。既节省了标签材料和费用,又使商品具有特殊的装潢效果。由于标签结构的特殊性,所以背面印刷标签有一定的防伪作用。 2、背面粘合剂遮盖 某些标签背面不需要全部涂有粘合剂,只需部分涂布。如具有可重贴、可移除特性的封口贴标签,手指接触部位不需要有胶;某些有背切的标签,背切处为便于去掉底纸,不需要有胶。印刷厂为满足以上需要,用印刷的方法在要求去掉粘合剂的位置上印上油墨等,盖住粘合剂,使其不粘手,达到与原材料制造时局部涂布工艺相同的作用。 背面印刷适合小批量、要求精度不高的标签。如大批量生产,应从原材料制造上根本解决,如背面图文印刷,面料背面可预先印刷,然后再制造成标签材料。而背面遮盖标签,可在材料制造时,用局部漏涂胶的方法制作专用材料,用特种材料加工标签。这样可提高标签质量和生产效率。

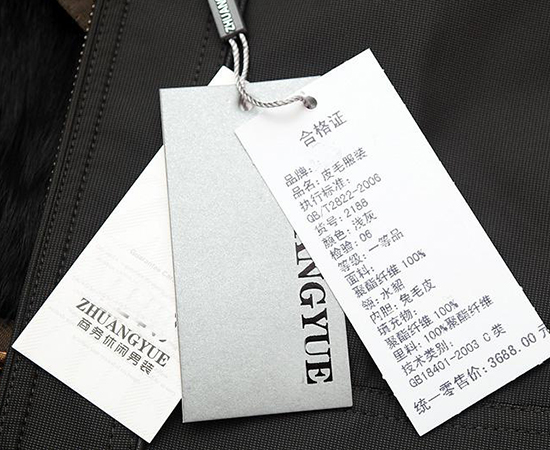
丰都专业酒类标签自粘标签首要由三层结构组成:面层资料、胶粘剂和底纸(涂硅油层)。模切的抱负条件是,模切机切穿粘合层,但不损坏硅油层,称为“精确模切”。然而,在实践出产过程中,因为非粘合资料、刀具、机器和操作人员的影响,不或许到达这种抱负情况。模切过程中经常出现底纸切开、模切间距不稳定、规范下降、废料排放不良等现象。其次,对模切过程中出现的各种问题进行了详细分析,并提出了处理方案。底纸穿透假如在圆模切形式下出现底纸切开问题,能够先下降模切压力处理。假如在下降模切压力后仍然存在问题,则需求考虑圆刀的磨削;假如在平模切形式下出现问题,则应考虑以下或许的原因:干胶资料问题:粘合资料的润滑度要求很高。一些小资料制造商在涂粘合剂时不掌握涂层的均匀性,导致粘合剂厚度不均匀。在模切过程中,这种资料制成的标签简单出现底纸裁切的问题。由此引起的模切毛病一般体现为不规矩现象,即在不改变模切压力的情况下,模切底纸和非模切底纸的现象会出现无序现象。对遇到此问题时替换不干胶资料提出了主张。模切底板资料问题:在大多数平模切设备作业时,需求在模切资料下垫上模切底板,避免刀盘与下钢板直接触摸,以延长刀盘的运用寿命。一般来说,模切地板需求选用硬度适中、弹性好、外表润滑的资料。假如模切地板的外表强度不行,在模切过程中简单受到刀盘的冲击而变形,形成模切过程中部分压力的改变,导致底纸被堵截乃至被堵截。当遇到这种问题时,因为地板资料的变形不规矩,操作人员往往很难找出真实的原因。假如操作人员在出产过程中发现底纸被切开,则会立即调整部分压力。调整后不久,发现底纸在其他当地被剪开。重复地,直到替换模切地板后问题才得到处理。因而,当调整部分模切压力不能处理底纸裁切的问题时,作业人员能够测验替换其他资料的模切地板,看是否有用。模切刀片变钝:在模切过程中,跟着模切次数的添加,模切刀逐渐变钝。为了堵截粘合资料,应添加模切压力,这很简单形成原纸的损坏。原纸的损坏首要体现在原纸外表的深压模切压痕。虽然纸的外表没有被堵截,但实践上它现已损坏了纸的纤维,导致拉伸强度显著下降。在主动贴标过程中,很简单形成原纸断裂。因而,在模切过程中,一旦操作者发现原纸外表印痕过深,主张立即替换刀片。模切压力过大:过大的模切压力能够很简单地切开原纸。在模切过程中,模切压力并没有彻底坚持不变,其稳定性在很大程度上取决于模切设备的质量。因而,在出产过程中,操作人员必须了解所操作设备的特色,及时监控和调整模切设备的压力。模切压力过大,损坏底纸有两种情况:全体压力过大,设备压力下降;部分压力过大,相应方位模切底板厚度减小。模切间距不稳定:模切间隔是指模切后标签与标签之间的间隔。
Powered by 重庆宏尚 声明:本站部分内容图片来源于互联网,如有侵权联系管理员删除,谢谢!


